Flux Core Wire vs Rosin Core Solder Wire Compared
Ask five engineers which solder wire to use for a new assembly line, and you’ll often get five different answers – mostly because “flux core” and “rosin core” get used almost interchangeably, when they’re not quite the same thing. Flux core wire is the broader category – any solder wire with flux embedded inside it. Rosin core is one specific type of flux core wire, based on natural or modified rosin. Other flux types, like no-clean or urea-based flux, fall under the same flux core umbrella but behave very differently on the line.
This guide breaks down how these flux types actually compare in real production conditions – wetting performance, residue behavior, cleaning requirements, and where each one makes sense – so you can specify the right soldering wire flux for your process instead of defaulting to habit.
What Is Flux Core Wire?
Flux core wire is solder wire manufactured with flux running through its core, released as the solder melts during soldering. The flux’s job is to remove surface oxidation from the metal being joined and help the molten solder wet evenly, producing a clean, reliable joint.
The term “flux core wire” covers several different flux chemistries – rosin (RA/RMA), no-clean, water-soluble, and urea-based formulations – each suited to different production environments and reliability requirements.
How Flux Core Wire Works
As the soldering iron or reflow process heats the wire, the flux inside melts first and spreads across the joint area before the solder alloy itself liquefies. This clears oxidation and surface contaminants so the molten solder can bond properly to the component lead and PCB pad.
The strength and type of flux activator determines how aggressively it cleans the surface, how much residue is left behind, and whether that residue needs to be cleaned off afterward – this is where rosin core, no-clean, and urea flux formulations start to diverge.
What Is Rosin Core Solder Wire?
Rosin core solder wire uses natural or synthetically modified pine rosin as its flux base, often enhanced with activators (making it RA or RMA – rosin activated or rosin mildly activated). It’s one of the oldest and most trusted flux types in electronics soldering, known for excellent wetting even on moderately oxidized surfaces.
The trade-off is residue. Rosin core wire leaves a sticky, amber-colored residue that typically needs cleaning for cosmetic reasons and to prevent long-term issues in humid or high-reliability environments.
What Is Urea Flux Solder Wire?
Urea flux solder wire uses a synthetic organic activator system instead of natural rosin. It’s designed to offer strong wetting performance with a cleaner, less tacky residue than traditional rosin, while still activating effectively across a reasonably wide temperature range.
Urea-based flux is commonly specified where manufacturers want rosin-level wetting performance but with reduced residue stickiness and improved compatibility with certain cleaning processes or cosmetic requirements.
Flux Core Wire vs Rosin Core: Performance Comparison
Here’s how the major flux types compare when evaluated on the same production criteria:
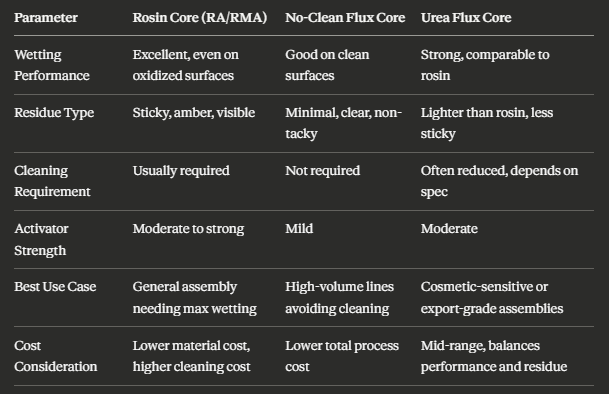
No single flux type wins across every criterion – the right choice depends on your surface conditions, cleaning capability, and end-product reliability requirements.
Where Each Flux Type Is Used
Rosin core solder wire remains common in general electronics assembly, repair work, and applications where cleaning is already part of the process – its strong wetting performance makes it forgiving on less-than-perfect surfaces.
No-clean flux core wire dominates high-volume automated lines – consumer electronics, telecom equipment, and automotive PCBs – where eliminating the wash step saves significant time and cost.
Urea flux solder wire is often chosen for export-grade electronics, cosmetic-sensitive assemblies, and applications where manufacturers want strong wetting with a cleaner finish than traditional rosin, without moving fully to a no-clean process.
How to Choose the Right Flux Solder Wire
Selecting the right flux core wire comes down to matching flux chemistry to your actual process constraints:
- Surface oxidation level: Heavily oxidized leads or pads benefit from rosin or urea flux’s stronger activation.
- Cleaning capability: If your line has wash stations already in place, rosin or urea flux residues aren’t a bottleneck. If not, no-clean is the more practical route.
- Cosmetic requirements: Visible boards or export products often favor urea flux or no-clean over rosin’s amber residue.
- Reliability environment: High-humidity or long-service-life applications need residue that’s proven stable, whichever flux type you choose.
- Wire diameter and alloy: Confirm the flux core wire is available in the diameter and alloy (leaded or lead-free) suited to your component pitch and compliance needs.
Buyers sourcing from an experienced manufacturer of soldering wire flux and urea flux solder wire get the advantage of technical guidance on which formulation actually fits their application – not just a generic recommendation.
Best Practices for Reliable Joints
- Match flux activator strength to your surface condition – don’t over-specify an aggressive flux where clean surfaces don’t need it.
- Control iron or reflow temperature precisely; flux activation windows differ across rosin, no-clean, and urea formulations.
- If using rosin or urea flux and skipping cleaning, verify residue stability with SIR testing for humidity-sensitive applications.
- Store all flux core wire in a dry, temperature-stable area – flux activity degrades faster in humid storage conditions.
- Avoid switching flux types mid-production without requalifying your process parameters.
Common Mistakes to Avoid
- Assuming “flux core” always means rosin. This leads to unexpected cleaning requirements or compliance gaps when the wire is actually no-clean or a different chemistry.
- Using rosin core wire on cosmetic-sensitive boards without planning for cleaning. Amber residue left on a visible board reads as a quality defect to customers.
- Ignoring flux compatibility with cleaning solvents. Not all residues respond the same way to a given wash chemistry.
- Buying flux solder wire purely on price. Inconsistent activator strength between batches causes unpredictable wetting and rework.
- Skipping requalification when switching from rosin to urea or no-clean flux. Even similar-looking wire can behave differently on your specific line.
Frequently Asked Questions
1. What is flux core wire used for?
Flux core wire is used to solder electronic and electrical joints, with flux embedded inside the wire to remove surface oxidation and improve wetting during the soldering process.
2. What is the difference between flux core wire and rosin core solder wire?
Flux core wire is the general category of solder wire containing internal flux, while rosin core is one specific flux type within that category, based on natural or modified pine rosin.
3. Does rosin core solder wire need cleaning?
Yes, rosin core solder wire typically leaves a sticky residue that needs cleaning for cosmetic reasons and to prevent potential long-term issues in humid environments.
4. What is urea flux solder wire best suited for?
Urea flux solder wire suits applications needing strong wetting performance with a cleaner, less tacky residue than rosin, often used in cosmetic-sensitive or export-grade electronics assembly.
5. Is soldering wire flux the same for all applications?
No, soldering wire flux varies by activator chemistry – rosin, no-clean, water-soluble, and urea formulations each perform differently in wetting strength, residue, and cleaning requirements.
6. Which flux core wire gives the best wetting performance?
Rosin core and urea flux core wire generally offer the strongest wetting performance on oxidized surfaces, while no-clean flux performs best on already-clean surfaces.
7. How do I choose between rosin, no-clean, and urea flux solder wire?
Base your choice on surface oxidation level, cleaning capability, cosmetic requirements, and the reliability environment your final product will operate in.
8. Where can I source reliable urea flux solder wire manufacturers?
Look for manufacturers with proven flux formulation expertise, consistent batch quality, and the technical support to recommend the right flux chemistry and alloy combination for your application.
Conclusion
Choosing between flux core wire, rosin core solder wire, and urea flux formulations isn’t about picking a trend – it’s about matching flux chemistry to your surface conditions, cleaning process, and reliability requirements. Get that match right, and you avoid rework, cut unnecessary cleaning costs, and produce consistent, reliable joints batch after batch.
Kothari Metsol Pvt. Ltd. has manufactured solder wires and soldering fluxes since 1967, backed by German technical heritage and strict quality control, serving electronics, automotive, and industrial manufacturers across India. If you’re deciding between rosin, urea, or no-clean flux solder wire for your production line, our technical team can help you specify the right formulation for your process.
Explore our rosin and flux core solder wire range and request technical guidance or a quotation.

